
Product
| 강종 | 표면 | 두께 | 폭 | 형상 | 길이 |
|---|---|---|---|---|---|
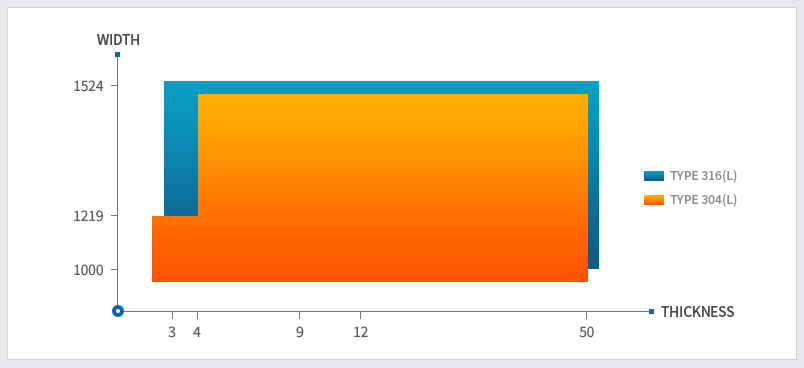
| 304(L) 316L |
1D | 3~12T | 1,000~2,000 | 코일, 판 | 500~협의 |
| 프라즈마 | 13~50T | 1,000~3,300 | 판 | 2,000~8,000 | |
| 규격 | ASTM, AISI, ANSI, JIS, KS | ||||
| 강종 | 표면 | 두께 | 폭 | 형상 | 길이 |
|---|---|---|---|---|---|
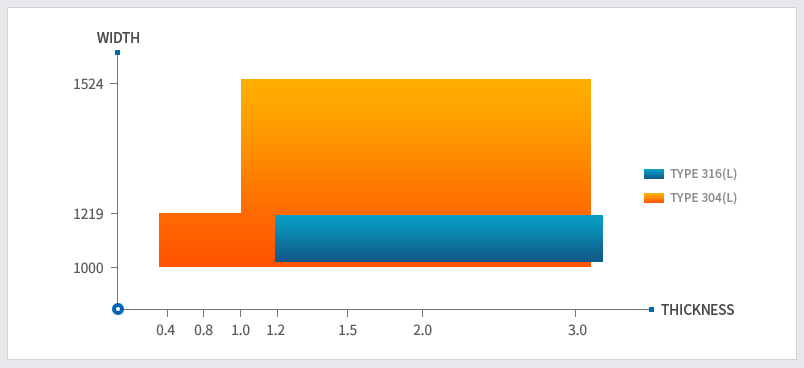
| 304(L) 316L |
2B, HL, PL, MR | 0.3~0.8T | 1,000~1,219 | 코일, 판 | 500~협의 |
| 0.9~3.0T | 1,000~1,524 | ||||
| 규격 | ASTM, AISI, ANSI, JIS, KS | ||||
| 표면가공 별도협의 | |||||
| 표면 | 가공방법의 특징 | 용도 |
|---|---|---|
| H/L | No.4 표면에 #120~280의 Continuous Rolled Sand Paper로 표면을 Scratching 하여 연속적인 Line을 형성시킨다. |
건축 내외장재 |
| PL(빠우) | 연마재와 8조의 회전/진동하는 Buffer Roll로 연마하여 만든다. | 반사경, 가구 장식, 건축 내외장재 |
| MR | Buffer 방식이 아닌 LAPPING 방식으로 5000Mesh 이상의 연마재를 양모로써 연마하여 거울과 동일한 연마 흔적을 전혀 남기지 않는 고광택 제품 | 엘리베이터, 반사경, 가구 장식, 인쇄용 Press판, 건축 내외장재 |
| VIB(Vibration) | 금속표면에 무방향성의 연마 흔적을 나타나게 하는 공정으로 여러가지 자동 장치의 조작으로 3S Vibration, B-vibration, A-Vibration등의 다른 종류의 Vibration의 제품이 가능함. 균일한 반광택의 표면을 얻을 수 있으므로 MR, Line Etching과 Combination으로 다양한 Pattern의 연축이 가능 | 건축 내외장재, 엘리베이터용 자재 등 |
| BEAD(Bead blast) | 금속표면에 작은 유리구슬로 일정하게 압력을 주어서 Spray하는 작업 공정으로 균일한 무광택 표면을 얻을 수 있음. Mirror Finish와 Combination하면 Design이 잘 조화됨 | 건축외장재, 지붕재, Press Plate |
| Titanium Coating | 진공용기에 고진공 상태에서 전기적 특성을 이용하여 제품 표면에 티타늄 입자를 증착시켜 골드, 브론즈, 블랙 등의 색상을 얻을 수 있음. | 고급 건축, 내외장재 및 엘리베이터, 회전문, 금속 인테리어용 자재 |
| Art Bead | 금속표면에 디지털 마스킹 후 Bead공법으로 두가지 이상의 표면을 표현 가능하게 하는 제품으로 디지털 이미지로 여러 디자인 표현 가능 | 건축 내외장재, 엘리베이터용 자재 등 |
| Clear Coating | 금속표면에 무기질, 유기질의 막을 형성함으로써 외부 환경에 의한 오염을 방지해주는 가공방법, Clear Coating 후 기계적인 가공이 가능 | 고급 건축 내외장재 및 엘리베이터 자재 등에 사용 |
